
I prudutti

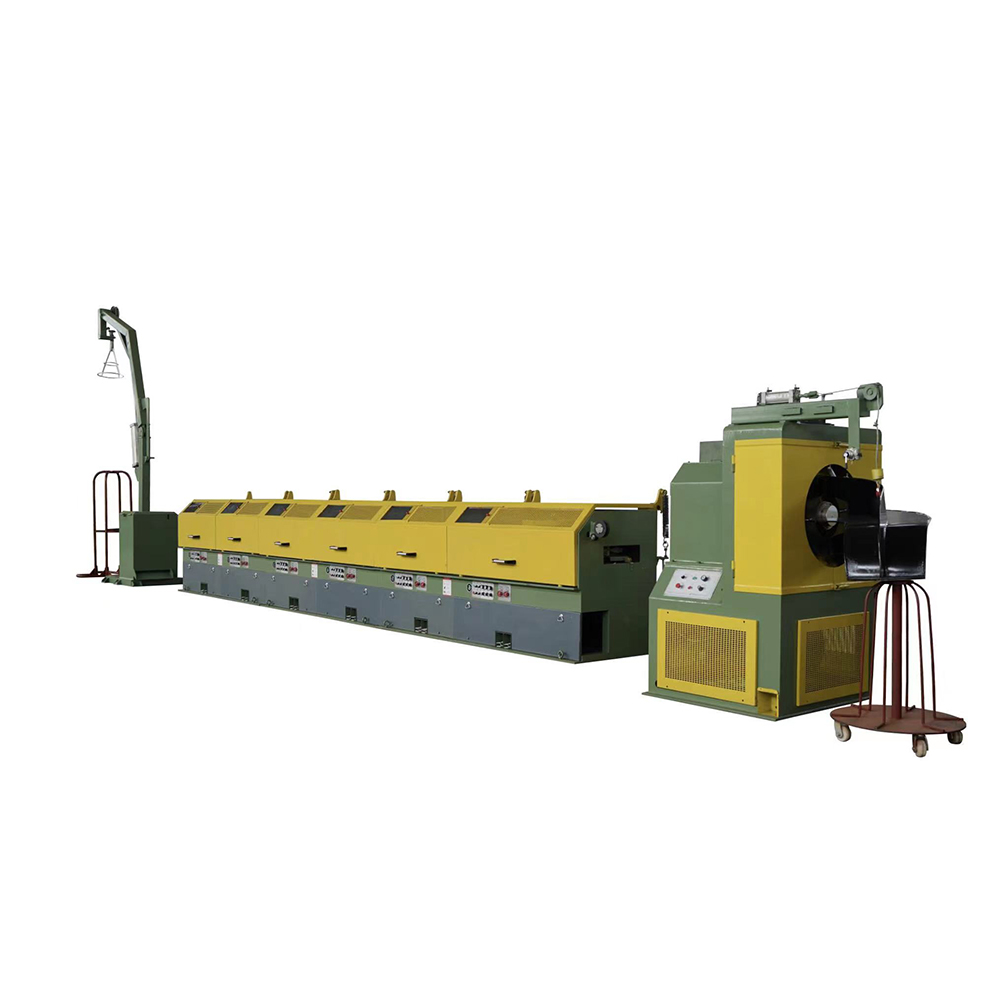




Disegnu di tipu drittu
Tutti i tipi di trafila di filu dritta sviluppati indipindentamente da a nostra cumpagnia sò novi macchine di trafilatura auto-adattive chì utilizanu unità di frequenza variabile AC, cumunicazione bus di campu è cuntrollu di computer industriale.whcih pò disegnà l'acciaio, l'aluminiu, u ramu è altri fili metallichi stabilmente à alta velocità.L'intera macchina hè dotata di un sistema di cuntrollu elettronicu cumpletu è di un sistema di rinfrescamentu di sigillatura d'acqua autofluente relativamente indipendente.
Disegnu di tipu drittu
LZ10/250, LZ12/350, LZ11/400, LZ6/560, LZ6/600, LZ10/700, LZ9/800, LZ9/1200
| Tipu | 250 | 350 | 400 | 560 (600) | 700 | 800 (900) | 1200 |
| (mm) Diamitru di tamburi | 250 | 350 | 400 | 560 (600) | 700 | 800 | 1200 |
| I tempi di disegnu | 10 | 12 | 11 | 6 | 10 (filu à altu carbone) | 9 (filu à haute teneur en carbone) | 9 (filu à haute teneur en carbone) |
| (mm) Ingressu max.filu | 2 | 2.8 | 3 | 6.5 | 6,5-8 | 6,5-12 | 12-14 |
| (mm) Uscita minima di filu | 0,5 | 0,8 | 1 | 2.5 | 1,8-2,5 | 2.0-4.0 | 4.0-5.0 |
| (m/s) Velocità di filu finita | 30 | 30 | 20 | 12.5 | 12 | 10 | 7.5 |
| (kw) A putenza di u mutore | 11 | 11-18.5 | 15-22 | 22-37 | 45-90 | 55-110 | 110-132 |
| Mutore di frequenza variabile o mutore di trasmissione diretta |
1. A saldatrice deve esse piazzata nantu à una superficia piana è ùn deve esse piazzatu in u circondu micca elementi infiammabili, splusivi o corrosivi.
2. A saldatura deve avè una prutezzione di terra affidativa è ùn deve esse esposta à l'umidità.
3. Eliminate a slag di saldatura da e mandibula in tempu dopu a saldatura.
4. Quandu rivisione a saldatura, assicuratevi di taglià a putenza.